短信碼登錄
密碼登錄
獲取短信驗證碼

立磨液壓系統(tǒng)故障診斷分析及解決辦法
2025-12-06
張秀全1 張中國2
(唐山曹妃甸冀東裝備機械熱加工有限公司;冀東水泥(煙臺)有限責任公司)
摘 要:在JLM-46.4立磨液壓系統(tǒng)的調(diào)試初期和生產(chǎn)運行時出現(xiàn)過磨輥升不起來或無法加載加壓、也出現(xiàn)儲氣罐氮氣囊破裂損壞,液壓系統(tǒng)振動不穩(wěn)定等故障現(xiàn)象。結(jié)合液壓系統(tǒng)和控制系統(tǒng)設計原理,分析認為,這些故障多是由于檢修、維護不當?shù)纫鸲挝廴驹斐梢簤河团K,導致液壓閥堵卡所致。
關(guān)鍵詞:原料立磨;液壓系統(tǒng);故障診斷;解決辦法
0 引言
某公司建設Φ5.2 m×78 m回轉(zhuǎn)窯+在線型噴騰式分解爐+雙系列4-2-2-2-2五級預熱器熟料生產(chǎn)線配置兩臺JLM3-46.4原料立磨,立磨設計入磨物料粒度小于80 mm,控制細度R80篩余小于12%,實際生產(chǎn)能力達到320 t/h以上。調(diào)試初期和生產(chǎn)運行時液壓系統(tǒng)出現(xiàn)過各種故障,磨輥升不起來或無法加載加壓,也出現(xiàn)儲氣罐氮氣囊破裂損壞、液壓系統(tǒng)振動不穩(wěn)定等故障現(xiàn)象。結(jié)合液壓系統(tǒng)和控制系統(tǒng)設計原理診斷、研究分析,采取措施,解決了因液壓系統(tǒng)等故障影響設備運行的問題。
1 立磨主要技術(shù)數(shù)據(jù)
原料立磨型號JLMS46.4,磨盤直徑4600 mm,轉(zhuǎn)速27.1 r/min。減速機型號JLP250G,輸入功率 2 600 kW,速比i=36.585:1。主電機型號YRKK800-6,額定功率2 600 kW,轉(zhuǎn)速992 r/min;定子電壓10 kV,電流 182 A;轉(zhuǎn)子電壓2 450 V,電流 651A。液壓系統(tǒng)主泵電機型號:HM2-200L2-6/B35功率:22 kW;油泵型號:PVH74QIC-RM-1S-10-C25-31,公稱流量100 L/min,工作壓力14 MPa;抗磨液壓油ISO VG46。
2 液壓系統(tǒng)組成、原理和控制程序
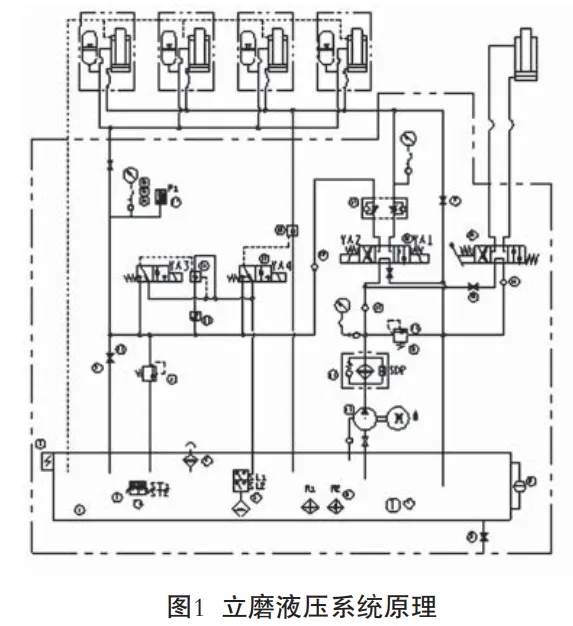
(1)立磨液壓系統(tǒng)組成:液壓站由油箱、柱塞泵裝置、管路過濾器、功能性閥(液控單向閥、電磁換向閥、插裝式單向閥、雙單向節(jié)流閥、節(jié)流截止閥、溢流閥、板式球閥等)、翻輥換向閥組及管道、油缸、控制元件(液位控制器、壓差控制器、壓力變送器) 蓄能器、顯示儀表(壓力表、液位液溫計)及電控柜等組成。
(2)立磨液壓系統(tǒng)(原理見圖1)是為磨輥提供合適的加載力,實現(xiàn)磨輥在運行、補壓、減壓、抬輥、落輥、自動落輥、循環(huán)過濾等過程的自動控制。系統(tǒng)正常運行過程中,由蓄能器來維持工 作,從而減少不必要的能量損耗。
(3)液壓缸及管路系統(tǒng)保壓試驗。JLM-46.4 立磨液壓系統(tǒng)設定的最高工作壓力14 MPa,管道保壓試驗遵循由小到大、循序漸進的試驗原則。
試驗前的準備工作:將磨輥與磨盤之間用 30 mm以上的膠板或木板墊隔開,收回機械限位防止發(fā)生意外損壞頂絲。液壓缸無桿腔直接與油箱相通,調(diào)節(jié)溢流閥A、B及液壓泵自身的溢流閥C,使 溢流閥A、C溢流量接近最小值,溢流閥B溢流量接近最大值。
啟動液壓泵,首先試驗有桿腔系統(tǒng)壓力:打開截止閥M,關(guān)閉截止閥N,電磁閥YA1得電,液壓油進入液壓缸有桿腔,及時將有桿腔氣體排出,緩慢調(diào)整溢流閥B,使液壓缸有桿腔壓力達到15 MPa,YA1斷電,液壓缸有桿腔處于保壓狀態(tài),保壓10 min 檢驗無泄漏后試驗完畢。再試驗無桿腔系統(tǒng)壓力:再關(guān)閉截止閥M,使電磁閥YA2得電,液壓油進入 液壓缸無桿腔,及時將無桿腔氣體排出,緩慢調(diào)整溢流閥B,使液壓缸無桿腔壓力達到12 MPa,YA2 斷電,液壓缸無桿腔處于保壓狀態(tài),保壓10 min檢查 系統(tǒng)無泄漏后全部保壓試驗結(jié)束。
若管路系統(tǒng)保壓試驗過程中發(fā)現(xiàn)泄漏,應及時打開截止閥M、N,使管道壓力快速下降,以減少液壓油的泄漏,過程中應保證液壓缸有桿腔壓力大于無桿腔壓力2 MPa以上,避免產(chǎn)生抬輥現(xiàn)象。
(4)溢流閥和蓄能器壓力調(diào)整設定。
JLM-46.4立磨液壓系統(tǒng)設定的最高壓力為14 MPa。在正常使用情況下,根據(jù)設計要求,保證液壓泵和管路的最高工作壓力處于有效的保護范圍內(nèi)。溢流閥A、B、C的壓力調(diào)整應在管路試壓后由大到小順序完成,重復管路試壓中液壓缸有桿腔加壓動作,根據(jù)有桿腔壓力表的讀數(shù)設定液壓泵溢流閥C壓力為15 MPa,溢流閥B壓力為14MPa,調(diào)節(jié)溢流閥A的壓力為9 MPa,此時,溢流閥A、B、C 所處狀態(tài)就是系統(tǒng)工作的額定壓力狀態(tài)。蓄能器壓力用專用表測定調(diào)整,一般設定氮氣囊壓力為加載 壓力的60%~70%為宜。
(5)液壓站液壓閥的邏輯動作控制程序 見表 1,具體為:① 液壓力P小于設定值0.5 MPa并持續(xù) 10 s時,執(zhí)行閃動加壓程序,電磁換向閥YA4常得電,YA1得電2s,失電15s的時間間隔循環(huán),每一循環(huán)周期使壓力值上升0.06~0.10 MPa,直至系統(tǒng)加載壓力大于設定值壓力結(jié)束;
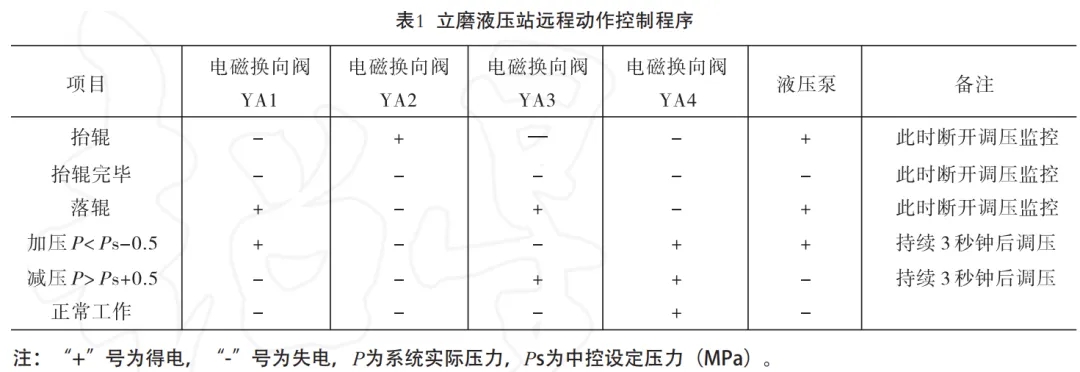
② 液壓力P大于設 定值0.5 MPa并持續(xù)10s時,執(zhí)行閃動減壓程序,電磁換向閥YA4常得電,Y3得電2 s,失電15s的時間 間隔循環(huán),每一循環(huán)周期使壓力值下降0.10MPa,直至系統(tǒng)加載壓力小于設定值 壓力結(jié)束;
③液壓力P小于設定值1 MPa并持續(xù)10 s時,執(zhí)行快速加 壓程序,直至系統(tǒng)壓力高于設定值壓力1.3 MPa結(jié)束;
④ 系 統(tǒng) 壓 力P≥Ps+1(MPa)或設定壓力P≤Ps-1(MPa),并延時10 min沒有改變時,聲光報警并停止給料及執(zhí)行抬輥動作程序。
3 立磨液壓系統(tǒng)故障診斷分析及解決措施
(1)蓄能器儲氣罐氮氣囊破損,出現(xiàn)“砰砰”聲音,管道產(chǎn)生沖擊振動。用專用壓力表檢測診斷儲氣罐氮氣囊壓力是否降低或嚴重為零,如果是壓力降低或為零,說明氮氣囊出現(xiàn)滲漏損壞。
分析原因:氮氣囊質(zhì)量不好、儲氣罐進出口閥損壞、液壓油內(nèi)雜質(zhì)導致氮氣囊破損壓力波動產(chǎn)生振動沖擊和“砰砰”噪音。
解決辦法:更換專業(yè)廠家制作的質(zhì)量優(yōu)良的氮氣囊或更換損壞的儲氣罐進出口閥并改進菌型閥結(jié)構(gòu)提高閥桿強度、清理液壓管道雜質(zhì)并采用過濾精度不大于5μm的濾油機過濾,添加液壓油達到 NAS7級。
(2) 液壓管路法蘭漏油。原因:主要是密封件老化損壞或安裝不正壓出毛邊或兩法蘭不平及法蘭錯位螺栓松動、管道有應力法蘭不同心導致法蘭漏油。
解決辦法:定期(12個月檢查一次)更換老化密封件;安裝密封件時要擺正、完全放入溝槽內(nèi),防止擠壓受力損壞密封件而失效;調(diào)整管道兩片法蘭同心并平行,均勻緊固連接螺栓并固定管道 牢靠防止擺動漏油。
(3)油泵和過濾器工作正常情況下,磨輥升輥正常,降輥時磨輥不降或出現(xiàn)升降輥都不動故障。磨輥升輥正常,降輥時磨輥不降主要原因是液壓油沒有進入油缸有桿腔,導致無法加壓,不能降磨輥。升降輥都不動主要原因是液壓油沒有進入油缸無桿腔和有桿腔,導致無法加載,不能升降輥。
解決辦法:經(jīng)分析檢查三位四通電磁閥因損或油臟卡住,閥芯只能一側(cè)工作,另一側(cè)不能工作,或者兩側(cè)都不能正常換向工作。磨損的三位四通電磁閥更換新件;油臟導致卡住,拆卸、清洗三位四通電磁閥,并過濾液壓油,油缸正常工作,升降磨輥都正常。
(4)四個磨輥中有兩個可以升輥到限定位置,另外兩個磨輥升輥速度較緩慢,在設定時間內(nèi)(120 s)不能升輥到位。根據(jù)已經(jīng)有兩個磨輥可以升起來狀態(tài),診斷液壓系統(tǒng)沒有問題,檢查沒有其他機械問題。主要原因是另外兩個磨輥油缸內(nèi)部油液還可有壓縮空間,升輥緩慢油缸內(nèi)部存有多余氣體所致。
解決辦法:把油缸無桿腔安全卸壓后,用扳手松開油缸排氣絲堵,及時卸壓排出油缸內(nèi)氣體,再次開起油泵,四個磨輥同時升輥正常到位。
(5)磨輥升不起來。中控操作啟動升輥命令直到程序結(jié)束,現(xiàn)場磨輥沒有升起來。根據(jù)多年的處理經(jīng)驗,結(jié)合液壓控制系統(tǒng)原理圖,綜合診斷是油液沒有進入油缸無桿腔或管路及液壓元件內(nèi)泄漏 所致。具體主要原因有:①系統(tǒng)過濾器堵塞;②油泵損壞沒有油進入無桿腔油缸;③無桿腔管路泄漏;④無桿腔管路上截止閥M沒有關(guān)閉;⑤電磁閥 Y4仍帶電或斷電后閥芯未執(zhí)行到位;⑥液控單向閥卡住。
相對應的解決辦法是:①清洗堵塞過濾器;②更換損壞油泵;③處理無桿腔管路法蘭密封件;④關(guān)閉與無桿腔管路上連接的截止閥M,嚴密無泄漏;⑤處理電磁閥Y4斷電或清洗電磁閥Y4閥芯;⑥清洗由電磁閥Y4控制的液控單向閥并過濾液壓油。通過以上實施辦法后,液壓系統(tǒng)正常工作,磨輥升輥正常。
(6)磨輥加載壓力升不起來,無法加壓,磨輥降不下去。主要原因是:①油路截止閥N沒有關(guān)閉;②有桿腔管路泄漏;③電磁閥Y3仍帶電工作或斷電后閥芯未執(zhí)行到位;④電磁閥Y3控制的液控單向閥21卡滯;⑤溢流閥堵塞卡住泄漏。
解決辦法:①關(guān)閉對應油路截止閥N;②處理有桿腔管路泄漏;③電磁閥Y3斷電或清洗閥芯;④清洗電磁閥Y3控制的液控單向閥;⑤清洗堵塞溢流閥A。通過以上實施辦法后,液壓系統(tǒng)正常工作,磨輥加壓降輥正常工作。
(7)液壓油泵、油缸液壓系統(tǒng)工作正常,某個磨輥在加壓后油缸活塞上下升降幅度較小,活塞桿伸縮較小或基本不動。主要原因:①檢查發(fā)現(xiàn)與油缸活塞桿連接拉桿關(guān)節(jié)軸承碎裂損壞;②吊耳拉桿從螺紋位置有制作陳舊性缺陷裂紋。
解決辦法:①拆卸碎裂拉桿關(guān)節(jié)軸承并更換新件后磨輥加載正常工作;②更換新吊耳拉桿組裝。
(8)磨機正常生產(chǎn)運轉(zhuǎn)過程中,油缸液壓系統(tǒng)正常工作,閃動加載時油缸整體上下晃動。
主要原因是油缸底座吊耳關(guān)節(jié)軸承碎裂損壞,油缸固定不牢靠上下竄動。解決辦法是拆卸碎裂關(guān)節(jié)軸承并更換新件關(guān)節(jié)軸承GEG200ES/2RS,加載后油缸不上下竄動,固定牢靠正常工作。
(9)液壓柱塞泵產(chǎn)生噪音。
主要原因是:①油中混入空氣(形成氣泡);②軸向柱塞泵或電機的緊固螺栓松動產(chǎn)生外力振動;③油箱內(nèi)的油位過低;④油溫過低黏度阻力大。
對應解決 辦法是:①檢查系統(tǒng)管路漏氣點并排氣處理;②緊固松動地腳螺栓;③補充油位到刻度標尺標記位置;④檢查溫控系統(tǒng)、加熱系統(tǒng)、冷卻系統(tǒng)達到完好正常工作,保證油溫實現(xiàn)自動控 制,油箱溫控:≤25 ℃加熱器啟動,≥25 ℃油泵自動啟動,≥38 ℃加熱器停止,運轉(zhuǎn)中供油口溫控:≤25 ℃聲光報警(手動關(guān)閉冷卻水),≥43 ℃聲光報警(手動打開冷卻水)。
4 結(jié)束語
原料立磨液壓系統(tǒng)出現(xiàn)的各種故障:磨輥升不起來或無法加載加壓,也出現(xiàn)儲氣罐氮氣囊破裂損壞、液壓系統(tǒng)振動不穩(wěn)定等故障現(xiàn)象。結(jié)合液壓系統(tǒng)和控制系統(tǒng)設計原理,經(jīng)過診斷、研究分析, 認為這些故障多數(shù)原因是由于檢修、維護不當?shù)纫鸲挝廴驹斐梢簤河团K,導致液壓閥堵卡所致,需現(xiàn)場逐步排查。建議現(xiàn)場要采取防塵措施、加強維修、維護管理;檢查濾油器,以控制油液污染,濾芯連續(xù)使用超過三個月均需清洗一次或更換,空氣濾清器需經(jīng)常清潔;定期清潔,確保液壓油過濾達到清潔度NAS1638-7等級。以上措施效果良好,可供參考。
來源:《新世紀水泥導報》
(版權(quán)歸原作者或機構(gòu)所有)
聯(lián)系我們
0572-6238529
地址:浙江省湖州市長興縣太湖 街道明珠路818號國際商務樓10 樓22室
13967273466@163.com

公眾號

小程序
?浙江宇興傳動機械有限公司 版權(quán)所有 浙ICP備2021002843號